
Two Waves Guardrail Roll Forming Machine
Two Waves Guardrail Roll Forming Machine
")
")
")
")
")
")
")
")
A two waves guardrail roll forming machine is a production line that manufactures the W-beam (two-wave) metal crash barriers used on highways. It continuously shapes steel coils into the final guardrail profile through a series of rollers and includes integrated systems for uncoiling, punching, and cutting.
A two waves guardrail roll forming machine is a production line that manufactures the W-beam (two-wave) metal crash barriers used on highways. It continuously shapes steel coils into the final guardrail profile through a series of rollers and includes integrated systems for uncoiling, punching, and cutting.
Technical data of two waves guardrail roll firming machine
| Material Thickness | Material Width | Material Grade |
| 2.5 mm – 4.0 mm | Approx. 475 mm (feeding) | Q235, Q345 galvanized steel |
| Roll stations | Forming Speed | Roller Material |
| About 18 stations | About 15m/min | CR12MOV (HRC 58°-62°) |
| Cutter & punching mould | Main Shaft Diameter | Control System |
| CR12MOV | 82 mm | PLC with Touch Screen (Mitsubishi) |
| Cutting Length Accuracy | Machine Dimensions (LWH) | – |
| ±1mm | About 13m x 1.8m x 1.6m | – |
Machine details

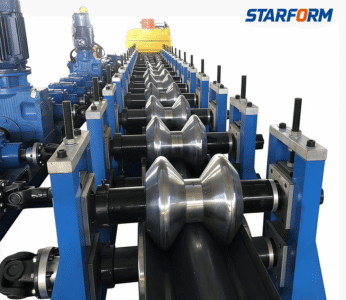
Forming system

Rollers of highway U post machine

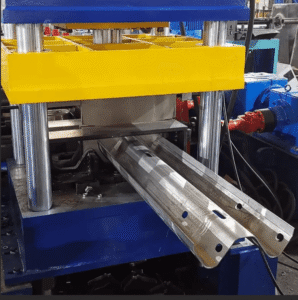
Automatic cutting system
Production application



RFQ
1. Core Components and Working Process of guardrail roll Forming machine
A complete production line integrates several key pieces of equipment that work in sequence:
Decoiler: Holds the steel coil and feeds it into the line.
Leveling & Guiding System: Flattens the steel strip and guides it accurately to ensure straightness.
Hydraulic Punching Press: A powerful press (e.g., 250T or 315T) that punches holes for mounting bolts according to your design.
Main Roll Forming Machine: The core of the line. It consists of a series of roller stations that progressively bend the flat steel into the final “two waves” profile. Rollers are typically made from durable materials like GCr15 bearing steel and heat-treated for long life.
Hydraulic Cutting System: Cuts the continuous formed profile to the precise required length (e.g., 4320 mm), usually controlled by a photoelectric device.
PLC Control System: The brain of the operation, managing the synchronization of speed, punching, and cutting for fully automatic production.
Run-out Table: Supports the finished guardrail as it exits the machine.
2. How to Choose the Right Machine
Selecting the correct machine depends on your specific project needs. Here are a few tips:
Define Your Product Specifications: The most critical factors are the thickness of the guardrail you need to produce (e.g., 3.0 mm or 4.0 mm) and the exact hole pattern required, as this varies by country and project. Provide the manufacturer with detailed drawings.
Consider Production Volume: If you need high output, look for a machine with a pre-punching configuration, higher forming speed, and robust components like a larger shaft diameter and higher total power.
Look for Quality Components: Durable machines use high-quality materials for wear parts. Look for GCr15 or Cr12 mov. steel for rollers and blades, and reputable brands like Mitsubishi for the PLC and electrical components.
Verify Manufacturer Credentials: Inquire if the manufacturer is an audited supplier with certifications like ISO 9001 or CE for quality assurance and safety standards. Ask about after-sales service, warranty, and whether they provide installation and training support.